어떤 공구가 좋을까? 펜치, 니퍼 선택 방법 현장에서 일상적으로 사용하는 펜치와 니퍼. 하지만 날의 형태나 밀착도가 조금만 달라져도 제 성능을 발휘하지 못하게 된다. 원활한 사용을 위한 펜치와 니퍼의 선택 방법. 
펜치 선택 방법 1) 날의 형태
① 날의 폭이 일정할 것
날의 폭이 일정한 것은 날의 형태도 좋고, 따라서 절삭력도 뛰어나다. 반면 날의 폭이 일정치 않으면 절삭력에도 나쁜 영향을 미치게 된다. 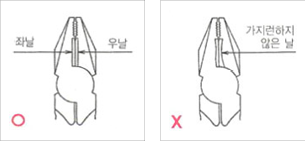
② 날 사이의 밀착도가 좋을 것
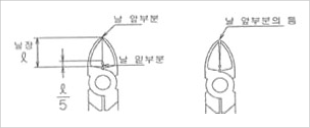
날이 서로 맞물리는 부분이 날의 아랫부분부터 윗부분까지 틈이 벌어지지 않도록 밀착되어 있어야 한다. 특히, 날의 밑 부분은 많이 사용되므로 약간의 틈도 없어야 한다. 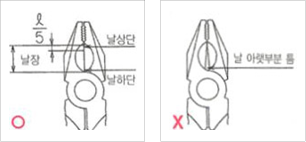
③ 물리는 날의 형상
무는 날은 펜치의 선단부에 위치하고 있기 때문에 날장의 1/5정도 틈이 있어야 절삭력이 우수하다. 틈이 없으면 무는 힘이 약하고 절삭력도 낮아진다.
2) 기능
① 몸통의 조작
펜치를 한 손으로 잡고도 작업 대상을 잡았다 놓았다 할 수 있어야 하고, 결합부분이 너무 헐렁하거나 빡빡하지 않고 무리가 없는 것이 좋다.
② 몸체 부분의 결합
좌우 손잡이를 양손으로 잡고 좌우가 아닌 앞뒤로 날을 비틀었을 때 날이 물리는 부분의 선단에서 0.3mm보다 많이 벌어진다면 상태가 불량한 제품이다. ③ 북 부분의 틈
북 부분의 틈이 0.4mm이상이 되면 날 밑부분에서 가는 선을 절단했을 때, 선이 북부분의 틈에 걸려 절단되지 않는 경우가 발생할 수 있다. 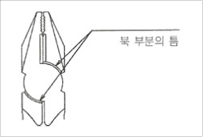
④ 날이 물리는 방식
좌날과 우날이 서로 정면으로 밀착되어 있는 것은 좋지 않다. 또한 틈이 너무 큰 것도 마찬가지이다. 날이 물리는 크기는 따로 규정되어 있는 것은 없지만 0.2~0.7mm정도가 적당하다. 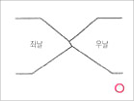
- 날의 앞부분이 약간 맞물리고, 우날이 좌날의 위에 있는 것이 좋다. 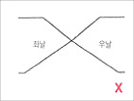
- 날이 너무 예리하므로 정면으로 맞물릴 경우 날의 이가 빠지는 원인이 된다.

- 좌날이 우날 위에 물려있으면 날이 손상되기 쉬우며 절삭력도 나빠진다.
라디오 펜치 선택 방법
라디오 펜치는 선택 방법이 일반 펜치와 흡사하지만 선단의 틈이 다른 것이 특징이다.
① 물리는 부분 선단의 밀착도
주로 좁은 장소에서 얇은 물체를 대상으로 작업이 이루어지므로 펜치와는 달리 선단이 2mm이상 밀착되어야 한다. 선단에 틈이 있으면 물체를 쉽게 다룰 수 없게 된다. 
② 날부의 경도
일본의 JIS에서는 54~62HRC로 경도가 규정되어 있지만, 57~62HRC 정도가 사용하기에 적당하다. 또한 선단부의 경도는 42~47HRC 정도가 적당하다고 할 수 있다.
니퍼 선택방법 1) 경사니퍼
① 날의 밀착도
날의 뒤편에서 빛 방향으로 비추어 보아 날의 빈틈을 살펴본다. 날 밑 부분에서 날 앞쪽까지 한결 같이 틈이 없고 날 밑 부분이 날장의 1/5정도의 틈이 있는 것이 좋다. 특히, 날 앞부분은 작업 시 매우 자주 사용되므로 한 치의 틈도 허용되지 않아야 한다. 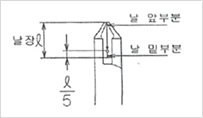
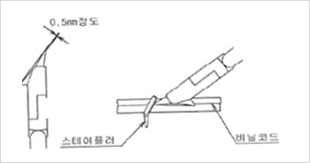
② 선단의 형태
그림과 같이 선단은 스테이플러 핀을 뽑아내는데도 사용할 수 있으므로 선단의 두께는 0.5mm 정도가 적당하다.
③ 날부의 정도
JIS(일본공업규격)에서는 54~62HRC로 규정되어 있지만, 실제 사용에 있어서는 58~62HRC정도가 적당하다.
④ 날의 형상
날의 형상은 ‘도마방식’이라고 하여 한쪽 날은 평평하고 다른 쪽은 뾰족한 날 방식을 취해야 한다. 경사니퍼는 철선보다 동선의 절단 작업에 많이 사용되므로 도마방식을 취함으로써 날카로운 절삭력을 유지할 수 있게 한 것이다. 도마방식이 아니라 날이 서로 맞붙게 된다면 예리한 날이 쉽게 손상되고 만다. 이렇게 조금이라도 결합부에 손상이 발생하면 절삭력은 크게 떨어질 수밖에 없다. 
2) 강력니퍼
① 날의 밀착도
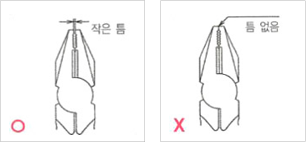
강력니퍼는 경사니퍼와 마찬가지로 날 뒷면에서 빛 방향으로 비추어 봤을 때 날 밑부분에서 앞부분까지 한결 같이 틈이 없고, 날 밑 부분이 날장의 1/5정도 틈이 있는 것이 절삭력이 우수하다. 날 앞부분은 특히 자주 사용하므로 틈이 있어서는 안 된다.
② 날 앞부분이 가지런하지 않을 경우
날 앞부분이 가지런하지 않은 것은 선단에서의 절삭작업이 가능하지 않고, 날이 빠지게 되는 원인이 된다. 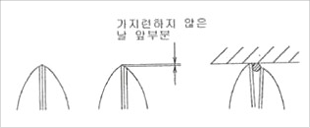
③ 날부의 경도
JIS에서는 56~64HRC로 규정되어 있지만, 57~63HRC정도가 되어야 작업하기에 적당하다. 정리 _ 이대훈 |






